Referenzen
Entgraten von Auspuffkrümmern
Entgraten von Auspuffkrümmern
Herstellungsjahr: 2004 / Lieferumfang: Komplettsystem
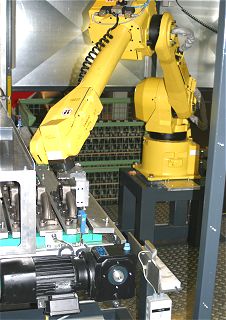
Auspuffkrümmer aus hochtemperaturbeständigem Guss werden an den Anschlussstellen plan gefräst und mit Bohrungen versehen. Anschliessend müssen die Konturen entgratet werden. Die Entgratung soll mit einem Robotersystem realisiert werden.

Es wird eine Roboterzelle konstruiert, mit der die Nachbearbeitung der Gussteile vollständig durchgeführt werden kann. Die Teile werden der Roboterzelle über ein Magazin zugeführt. Der Roboter nimmt einen Auspuffkrümmer auf und führt als erstes eine optische Durchgangsprüfung der einzelnen Kanäle des Teils durch. Bei negativem Ergebnis der Durchgangsprüfung, zum Beispiel durch Verschmutzung oder fehlerhaften Guss, wird das Teil aussortiert. Bei positiver Durchgangsprüfung werden die kleinen Bohrungen des Teils an einer Senkstation, und die Konturen an einer Frässtation entgratet. Danach wird das Teil in eine Gitterboxpalette abgelegt. Die Ablage der Auspuffkrümmer erfolgt lagenweise. Wenn eine Lage voll ist, wird aus einem Speicher eine Zwischenlage entnommen, und in die Gitterboxpalette eingelegt. Hierzu verwendet der Roboter ein Vakuumgreifwerkzeug. Die Roboterzelle hat inklusive Palettierung eine Leistung von mehr als 50 Teilen pro Stunde.


Auspuffkrümmer aus hochtemperaturbeständigem Guss werden an den Anschlussstellen plan gefräst und mit Bohrungen versehen. Anschliessend müssen die Konturen entgratet werden. Die Entgratung soll mit einem Robotersystem realisiert werden.
Es wird eine Roboterzelle konstruiert, mit der die Nachbearbeitung der Gussteile vollständig durchgeführt werden kann. Die Teile werden der Roboterzelle über ein Magazin zugeführt. Der Roboter nimmt einen Auspuffkrümmer auf und führt als erstes eine optische Durchgangsprüfung der einzelnen Kanäle des Teils durch. Bei negativem Ergebnis der Durchgangsprüfung, zum Beispiel durch Verschmutzung oder fehlerhaften Guss, wird das Teil aussortiert. Bei positiver Durchgangsprüfung werden die kleinen Bohrungen des Teils an einer Senkstation, und die Konturen an einer Frässtation entgratet. Danach wird das Teil in eine Gitterboxpalette abgelegt. Die Ablage der Auspuffkrümmer erfolgt lagenweise. Wenn eine Lage voll ist, wird aus einem Speicher eine Zwischenlage entnommen, und in die Gitterboxpalette eingelegt. Hierzu verwendet der Roboter ein Vakuumgreifwerkzeug. Die Roboterzelle hat inklusive Palettierung eine Leistung von mehr als 50 Teilen pro Stunde.